
Assembly
B2-91prose procedureOil clearance inspection (continued)
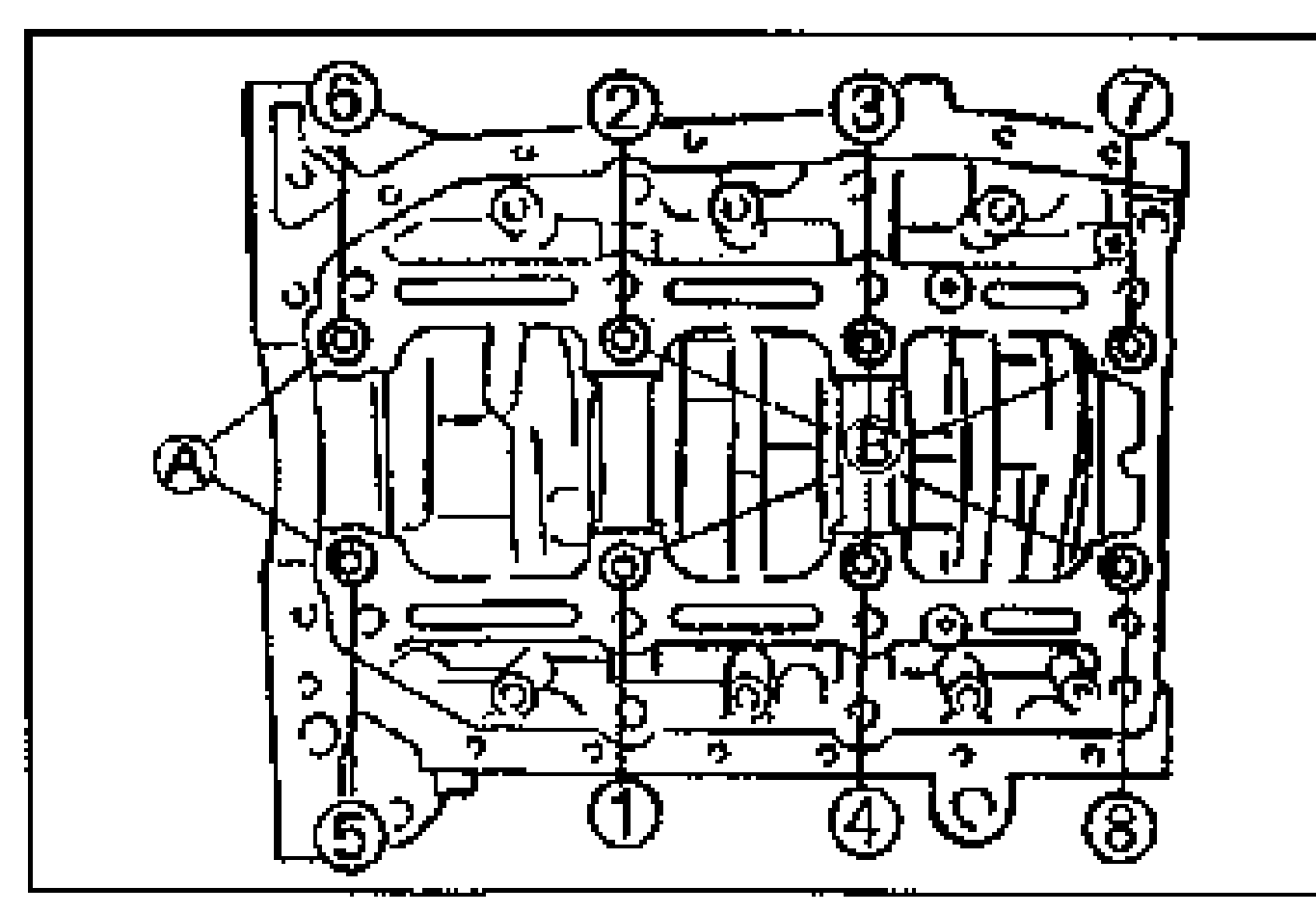
- 5Apply clean engine oil to the bolt threads and seat faces of the lower cylinder block bolts.
- 6Tighten the bolts in two or three steps in the order shown.Bolts A have a mark "4" on each bolt head.Bolts B have a mark "I" on each bolt head.
- 7Put paint marks to the lower cylinder block which fit the A, B, C bolt flange marks as shown.
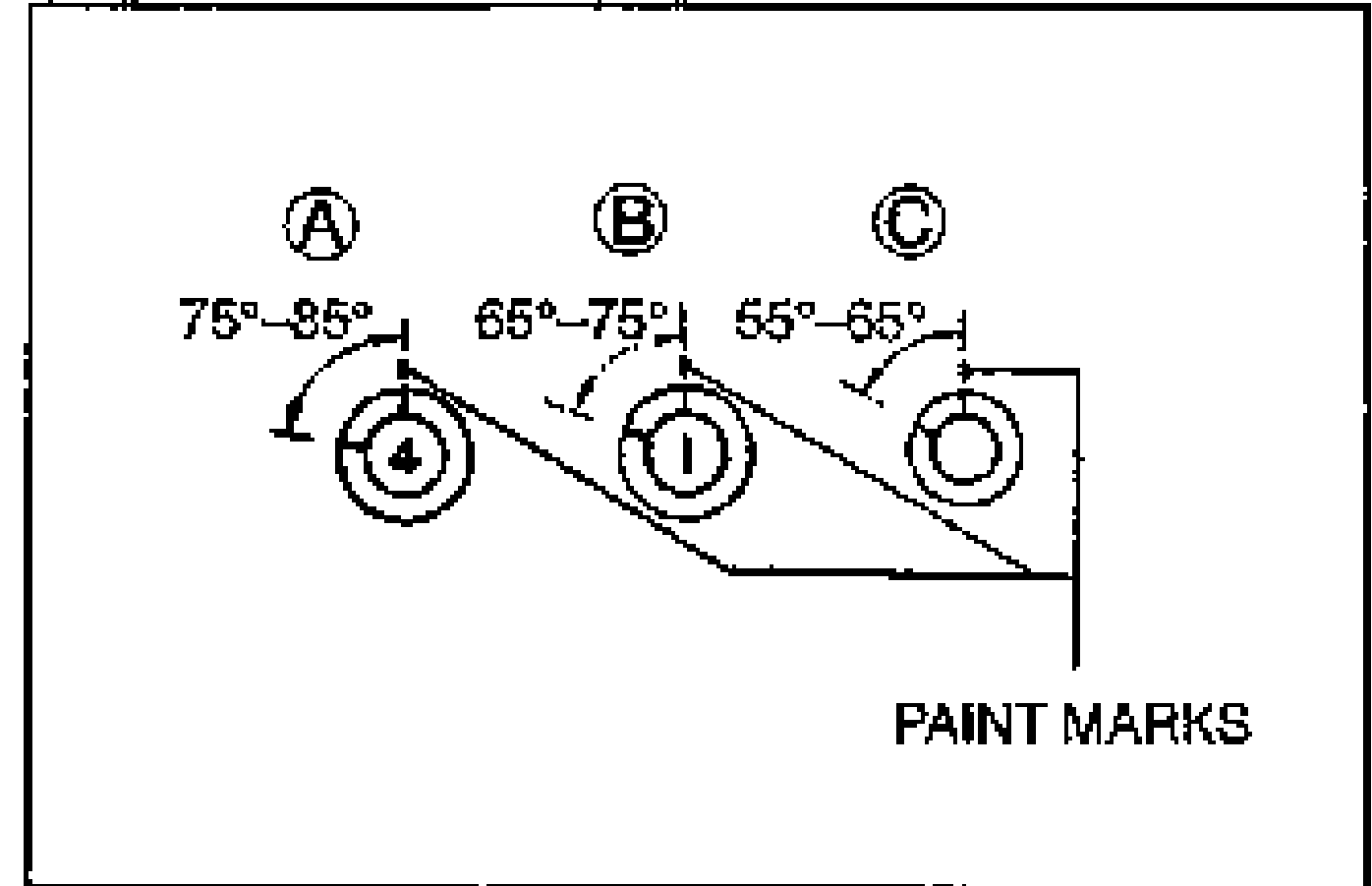
- 8Using the marks as a reference, further tighten the bolts A, B, and C in the order shown.
- 9Tighten the bolts until the mark on each bolt flange aligns with the corresponding paint mark.
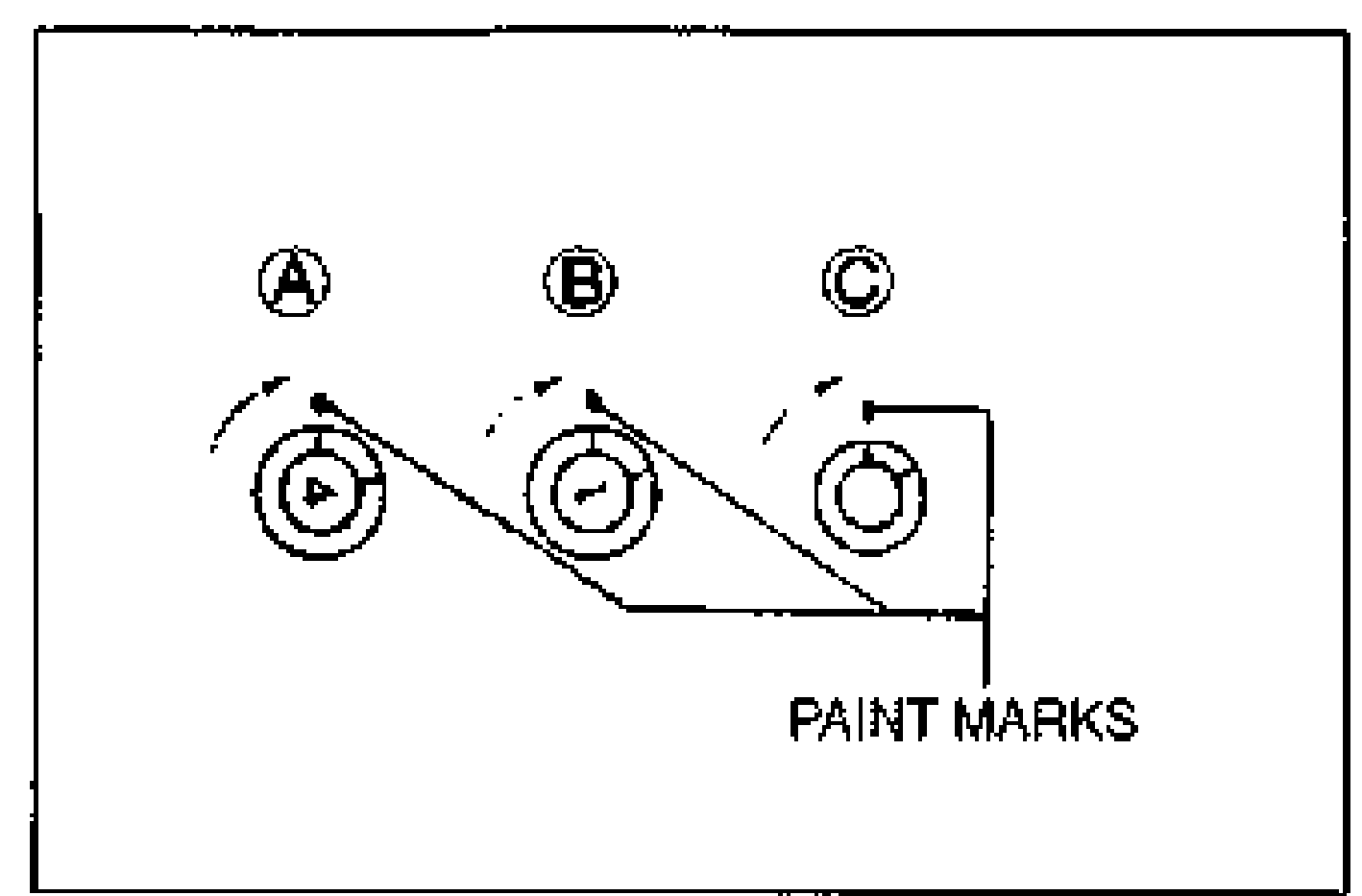
- 10Further tighten each bolt by performing steps (7), (8).
- 11After tightening, measure the cylinder block No.1-No.4 journal bore diameters.
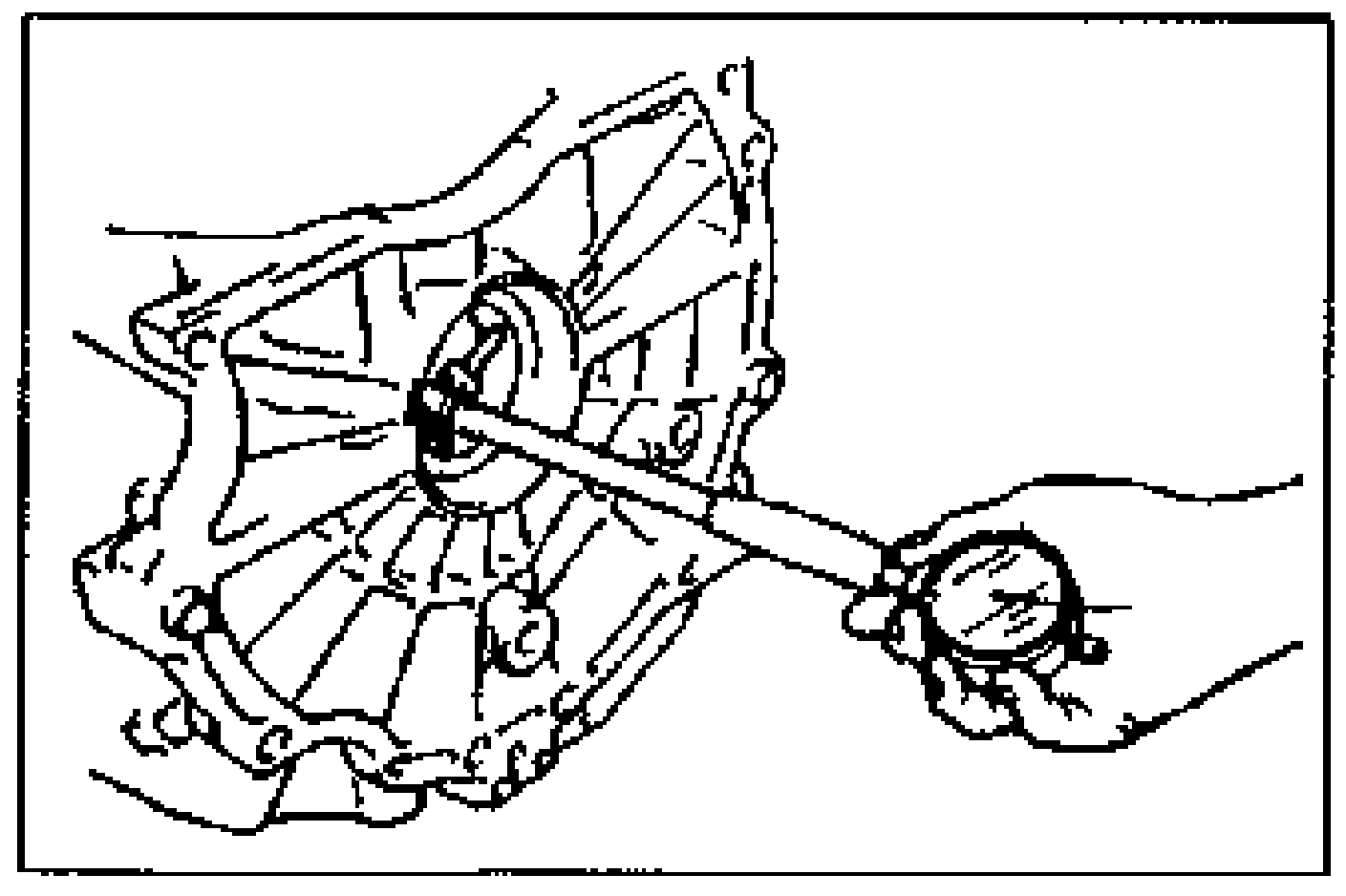
- 12Subtract the crankshaft journal diameter from the bore diameter.
- 13If the oil clearance exceeds the maximum, replace the bearing or grind the crankshaft and install the undersize main bearings. (Refer to page B2-84.)
| Specification | Value |
|---|---|
| Tightening torque Bolt A and B | 23.1 - 25.9N·m |
| Tightening torque Bolt C | 18.2 - 21.0N·m |
| Main bolt A (No.4 journals)angular tightening | 75°-85° |
| Main bolt B (No.1-No.3 journals)angular tightening | 65°-75° |
| Sub bolt Cangular tightening | 55°-65° |
| Oil clearance | 0.037-0.057mm {0.0015-0.0022 in} |
| Maximumoil clearance | 0.064mm {0.0025 in} |
Tightening torque Bolt A and B
23.1 - 25.9N·m
Tightening torque Bolt C
18.2 - 21.0N·m
Main bolt A (No.4 journals)angular tightening
75°-85°
Main bolt B (No.1-No.3 journals)angular tightening
65°-75°
Sub bolt Cangular tightening
55°-65°
Oil clearance
0.037-0.057mm {0.0015-0.0022 in}
Maximumoil clearance
0.064mm {0.0025 in}