
INSPECTION / REPAIR
B2-84prose procedureUnverifiedCrankshaft
- 1Check the journals and pins for damage, scoring, and oil hole clogging.
- 2Set the crankshaft No.1 and No.4 main journals on V-blocks.
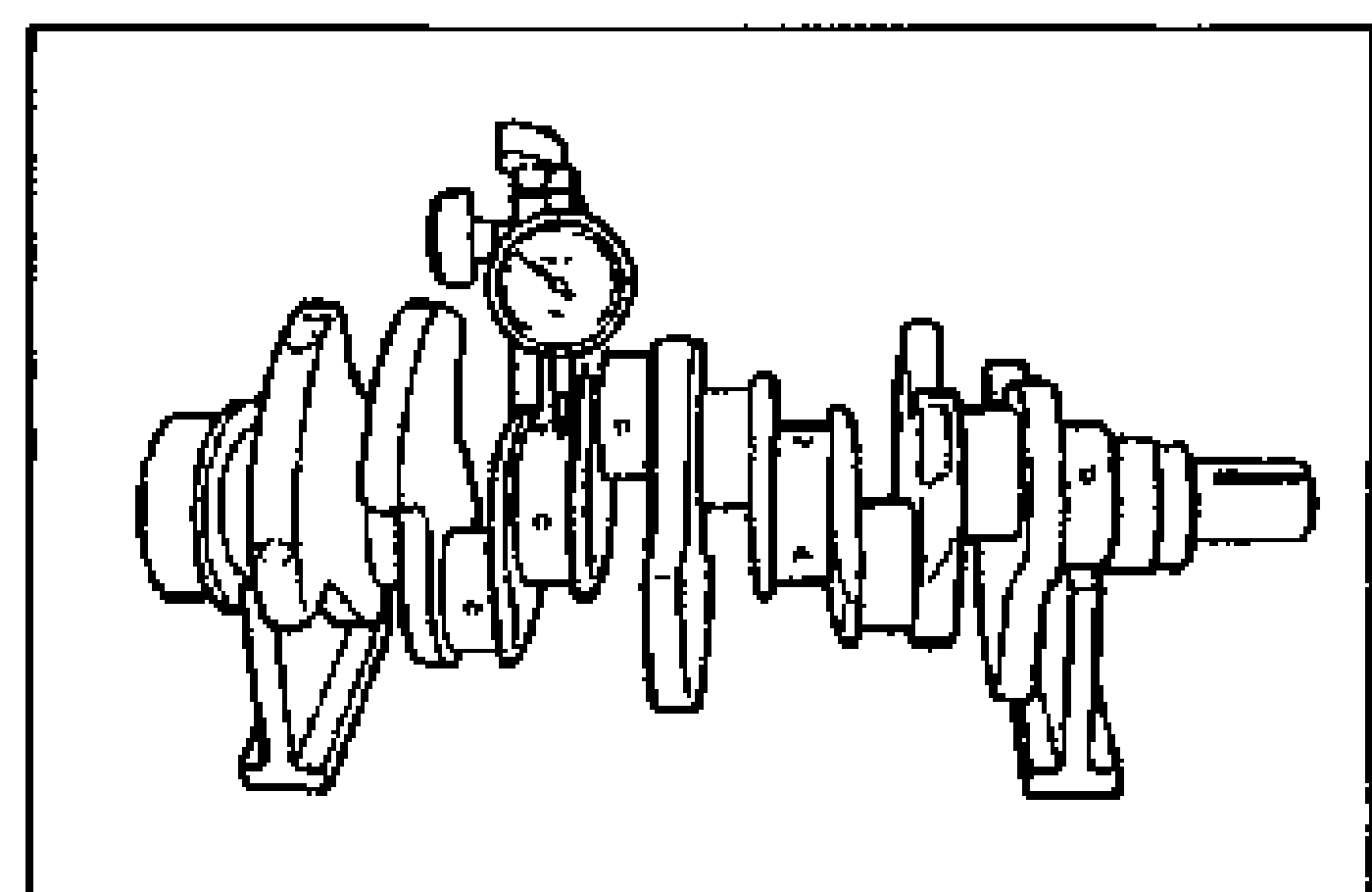
- 3Measure the crankshaft runout at No.2 and No.4 journals. Replace the crankshaft if necessary.
- 4Measure each journal diameter in X and Y directions at two points (A and B) as shown.
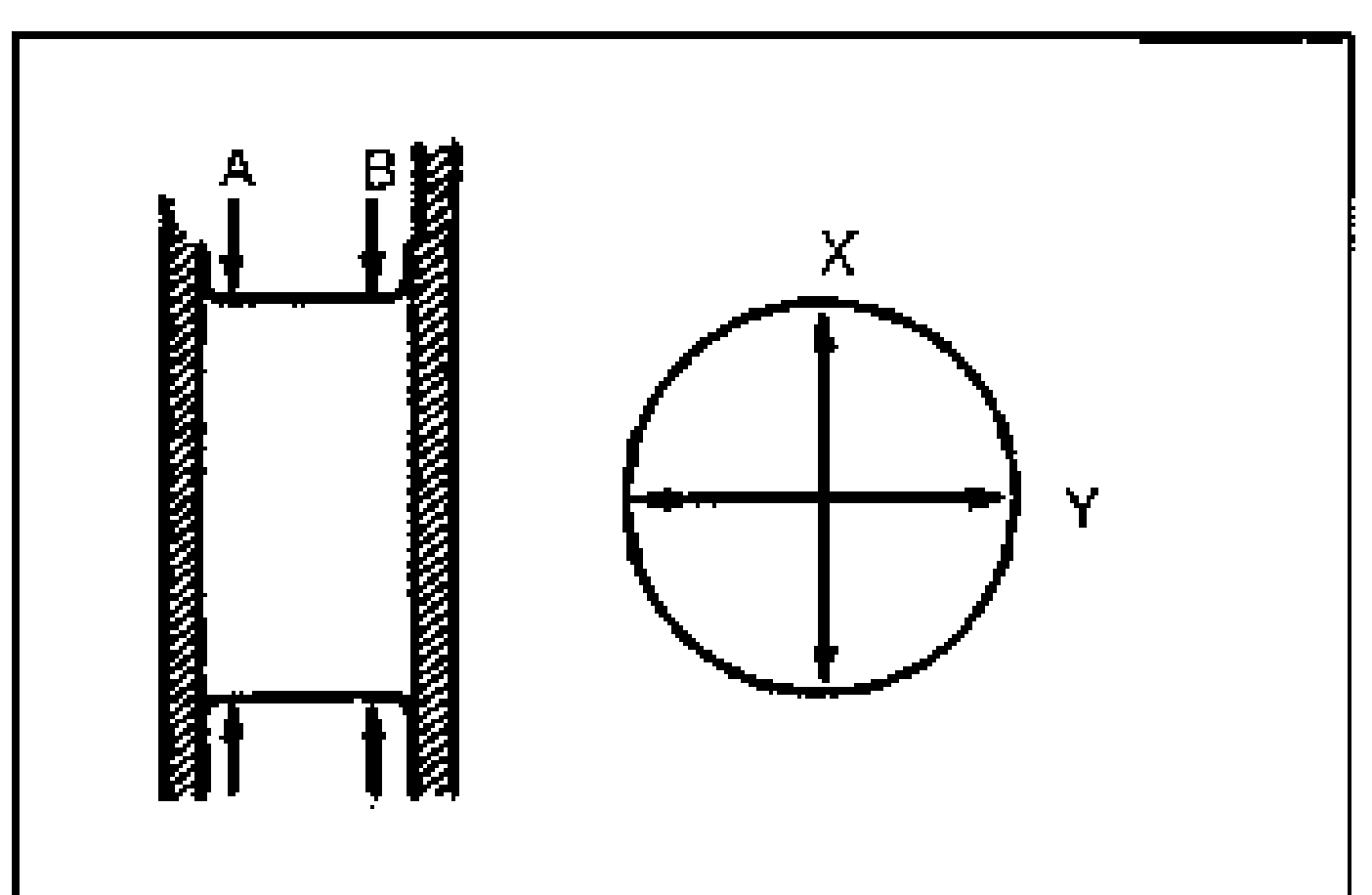
- 5If the diameter is less than the specification, grind the journals to match undersize bearings.
| Specification | Value |
|---|---|
| Runout | 0.015 mm {0.0006 in} max. |
| Main journal Diameter | 61.955 mm {2.4385–2.4391 in} |
| Main journal Out-of-round | 0.05 mm {0.0020 in} max. |
| Crank pin journal Diameter | 47.940–47.955 mm {1.8874–1.879 in} |
| Crank pin journal Out-of-round | 0.05 mm {0.0020 in} max. |
| Undersize bearing | 0.25 mm {0.01 in} |
Runout
0.015 mm {0.0006 in} max.
Main journal Diameter
61.955 mm {2.4385–2.4391 in}
Main journal Out-of-round
0.05 mm {0.0020 in} max.
Crank pin journal Diameter
47.940–47.955 mm {1.8874–1.879 in}
Crank pin journal Out-of-round
0.05 mm {0.0020 in} max.
Undersize bearing
0.25 mm {0.01 in}
Undersize main journal diameter
Undersize main journal diameter (mm {in})
0.25 {0.01} undersize
Journal diameter61.668–61.705 {2.4287–2.4293}
Undersize crank pin journal diameter
Undersize crank pin journal diameter (mm {in})
0.25 {0.01} undersize
Journal diameter47.690–47.705 {1.8776–1.8781}
BEARING
Main Bearing and Connecting Rod Bearing
Check the main bearings and the connecting rod bearings for peeling, scoring, and other damage.